thoren-build
THOREN: My humble keyboard
This is a small build log of my keyboard.
In early 2024 I’ve build my first split keyboard (slightly modified corne) and loved it. I used boba u4 switches, and while they feel nice and barely make a sound, i find them too heavy. The first keyboard used a silicone bottom, and i really like the grippiness. I wanted to try a smaller spaced low-profile keyboard, but keep the solid silicone bottom surface, so I designed and ordered the PCBs.
The PCB is reversible with 18x17 key spacing. The layout and overall shape is still very similar to corne, but the pinkie columns have a more significant stagger and there is an additional thumb key.
Keyboard build
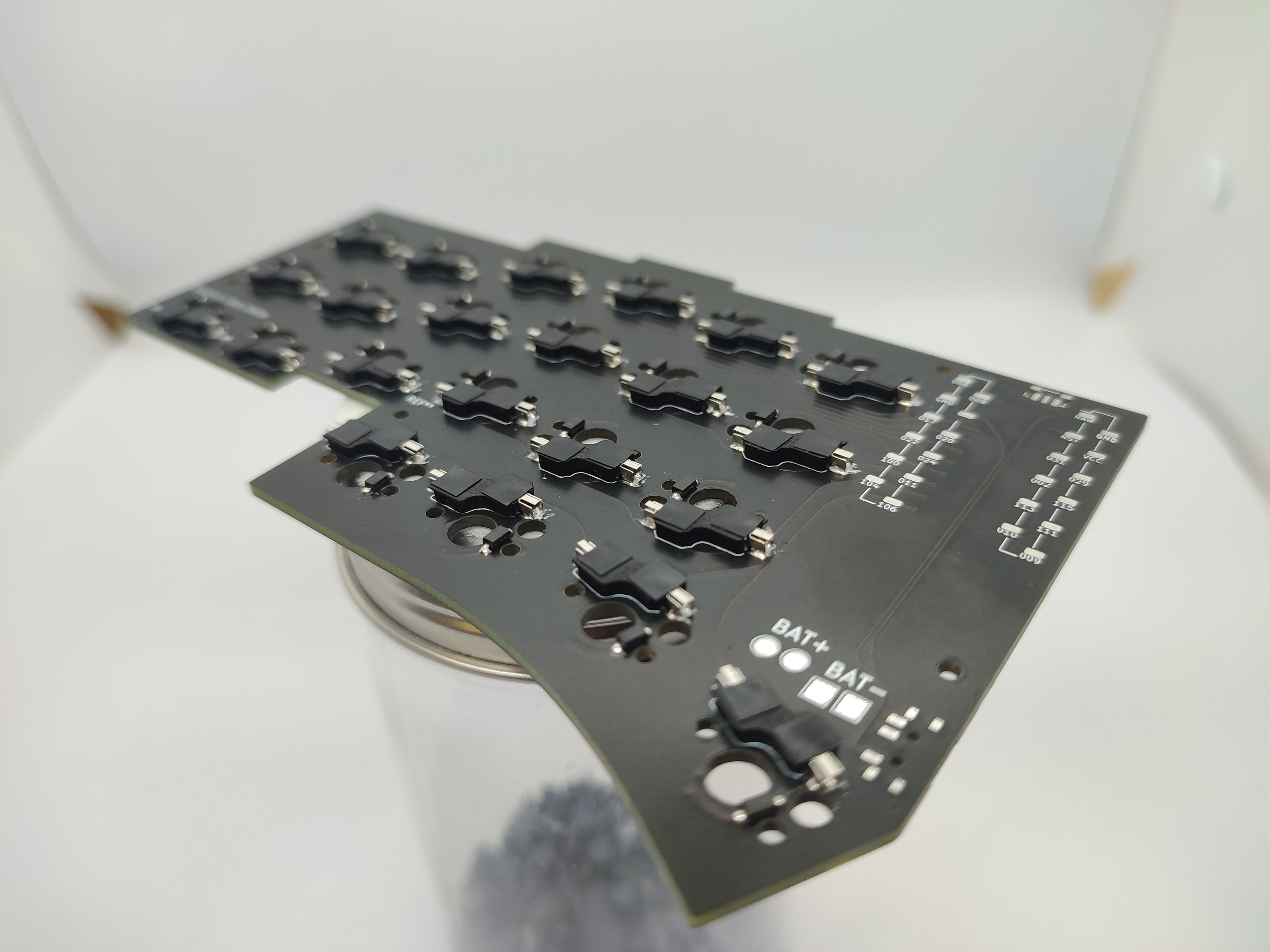
First step is soldering the hot swap sockets and diodes.
After a first build of this board I’ve found that the openings must be covered with e.g. electrical tape
to prevent silicone from pouring in.
After that, the silicone carcass is glued. I’ve used CA glue, however now I think
epoxy glue would be a much better choice. The surface is pretty big and the CA glue evaporates
quickly.
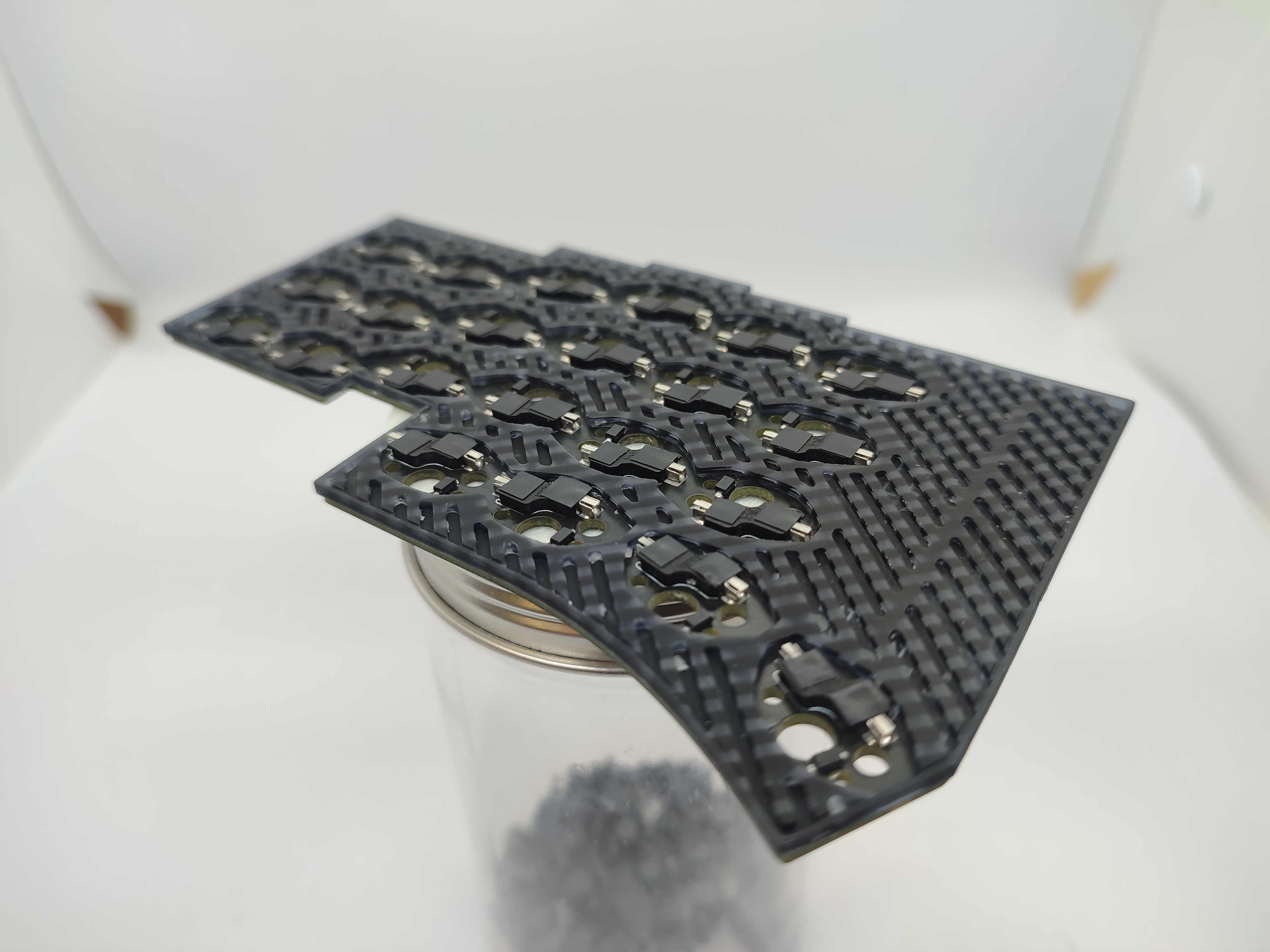 The carcass is printed on MSLA printer, with a total thickness of 1.5mm, 0.6mm holes and outer surface.
The hole orientation was chosen for an easy printing vertically at 45°.
The carcass is printed on MSLA printer, with a total thickness of 1.5mm, 0.6mm holes and outer surface.
The hole orientation was chosen for an easy printing vertically at 45°.
To work with both V1 and V2 chocs I needed a button imitator.
First desgin was monolith, which proved to be a bad desicion.
It tended to warp during printing and breaking a single pin would waste
the whole part.
 A composit design with replaceable individual parts for each button worked much better.
A composit design with replaceable individual parts for each button worked much better.
 You can see a half-broken thin stem to be replaced on the picture.
You can see a half-broken thin stem to be replaced on the picture.
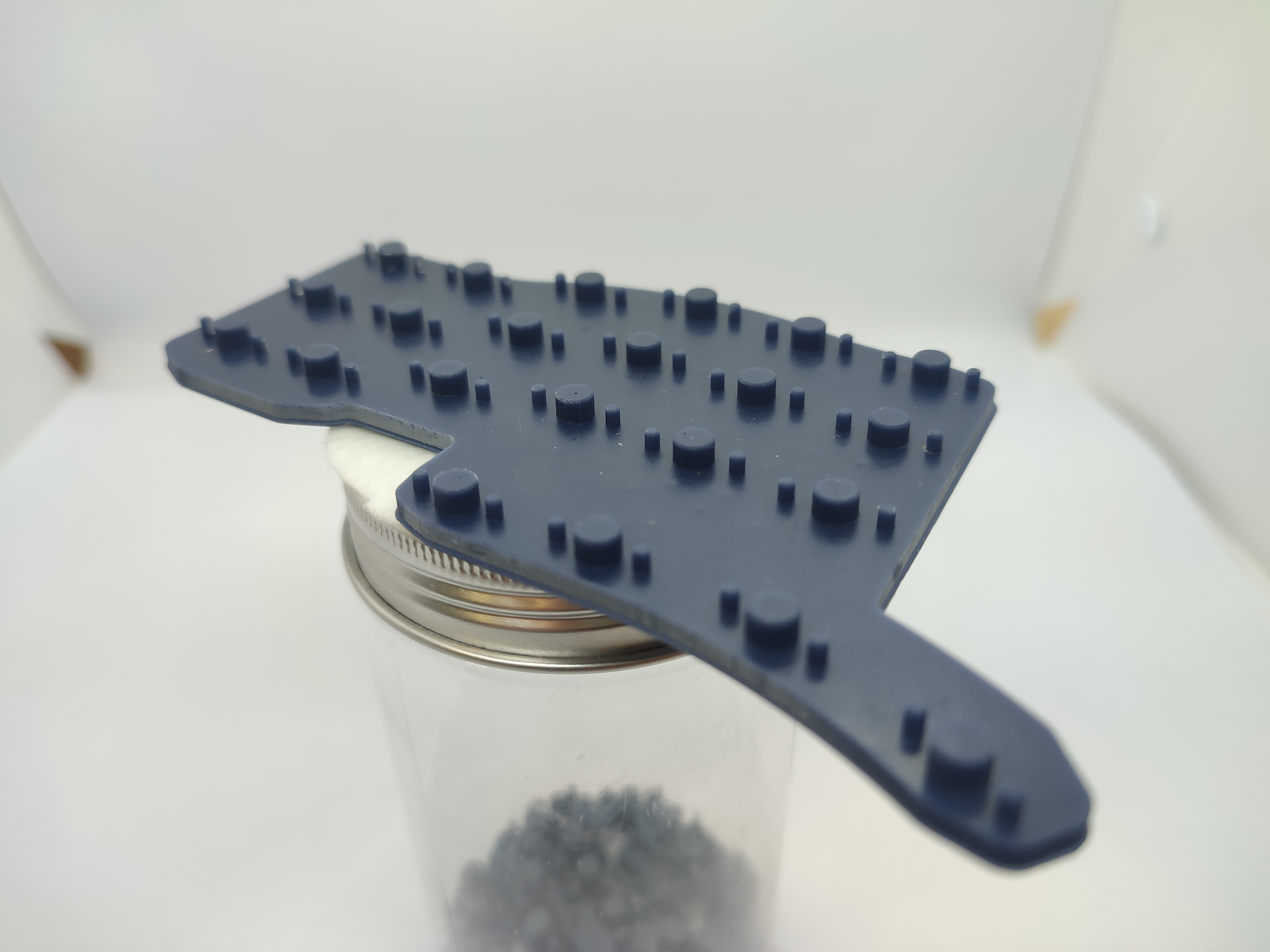
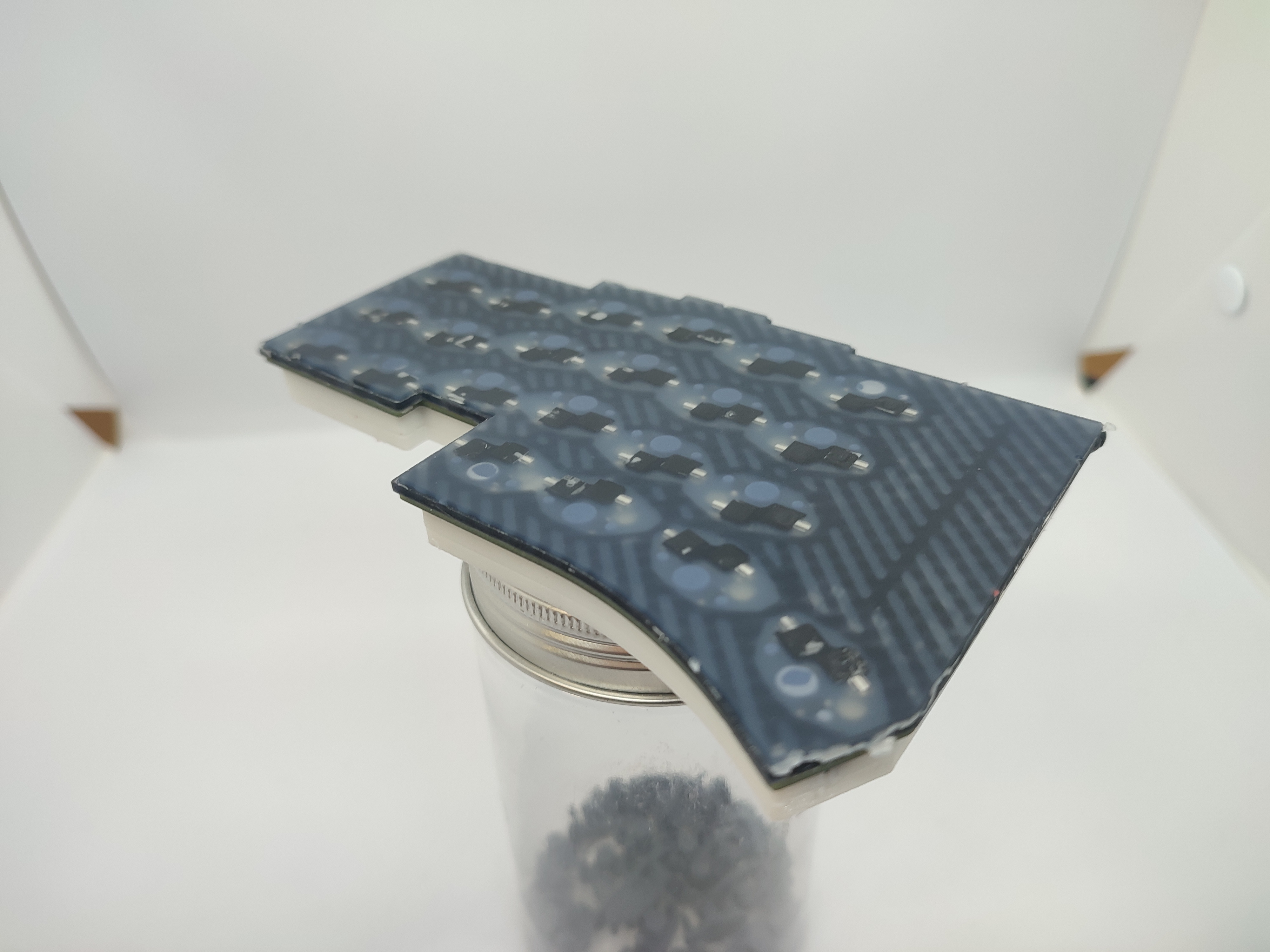
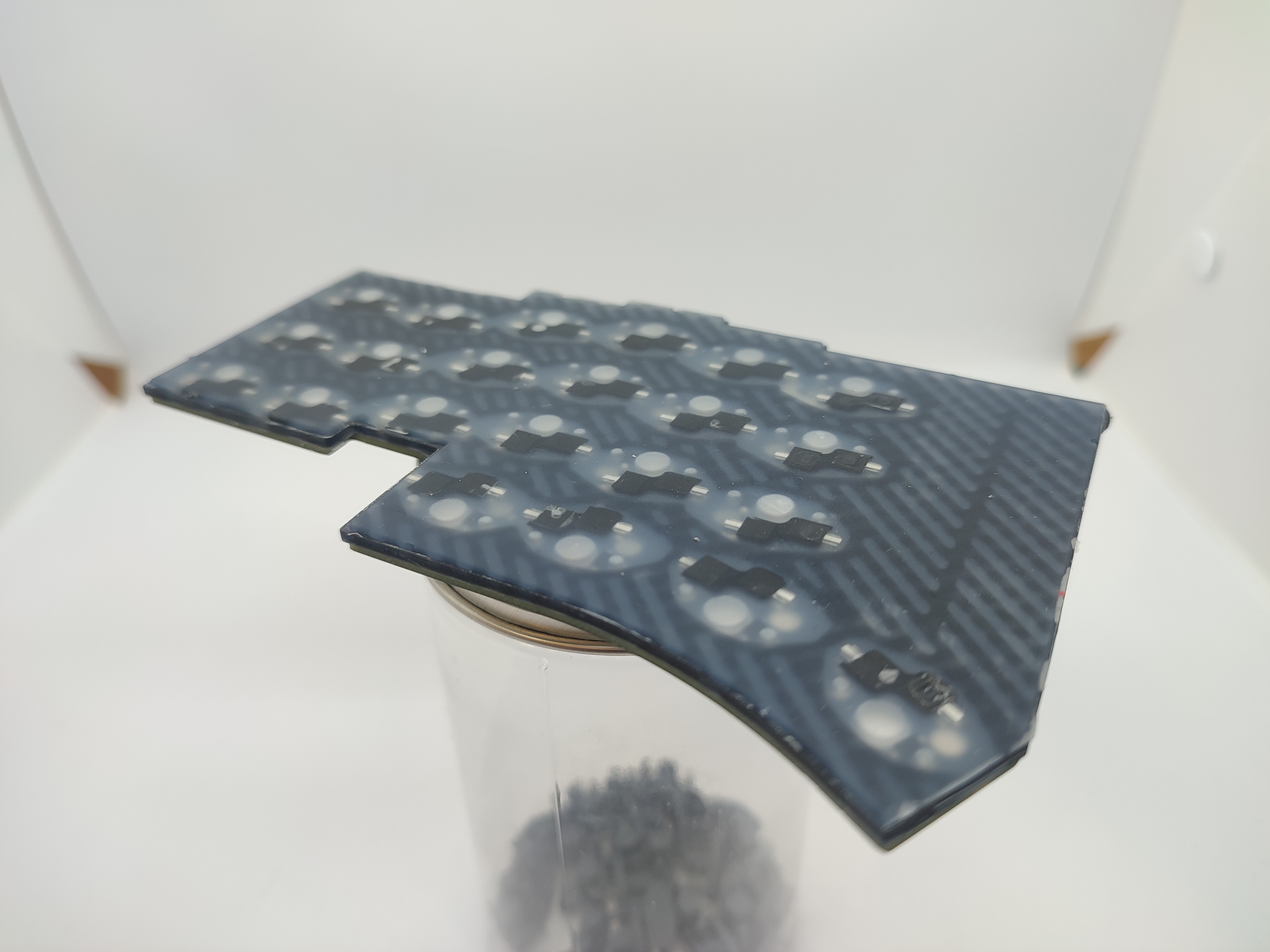
Imitator is then installed and a first thin layer of silicone is poured.
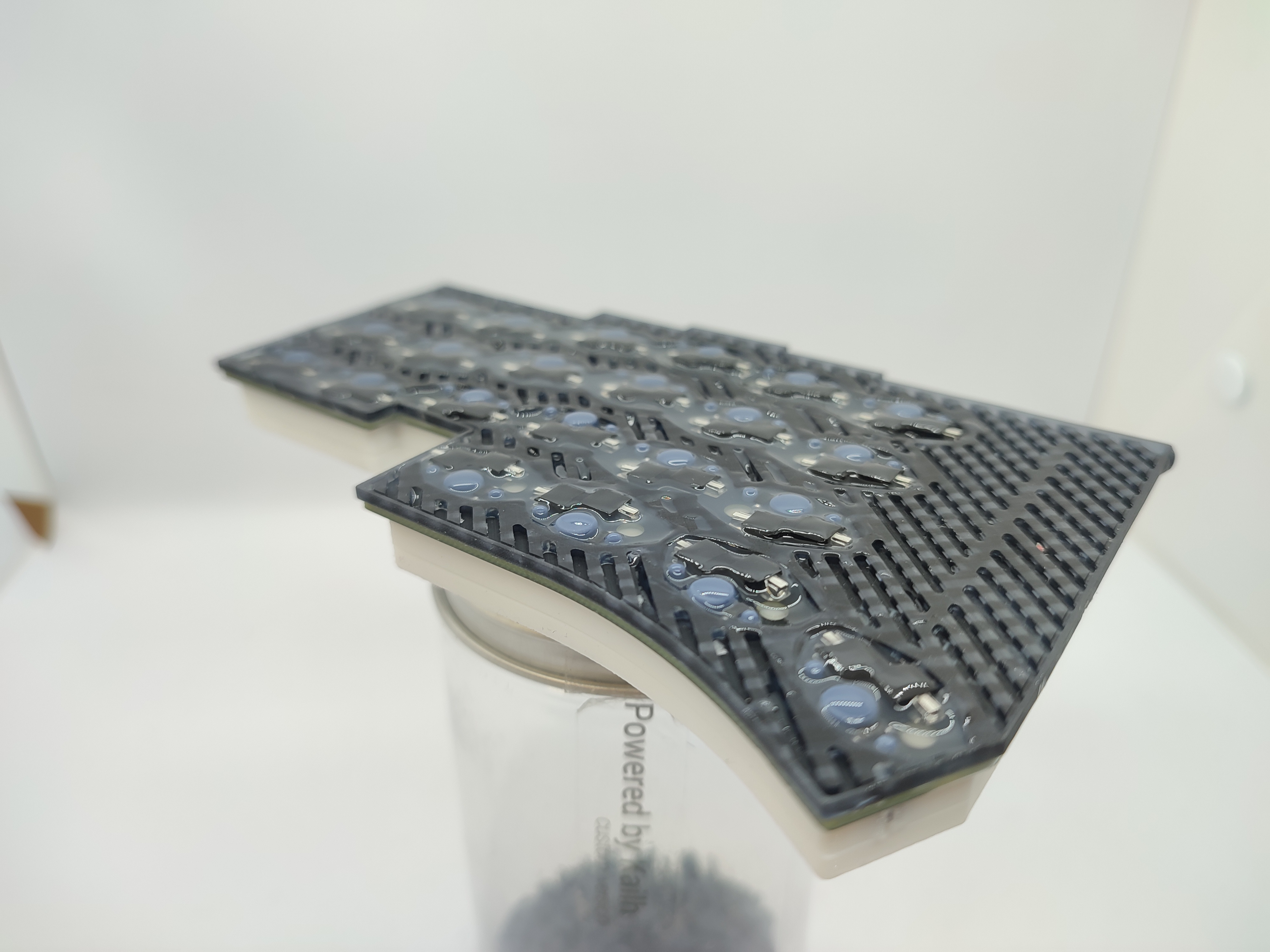 Because the silicone carcass contains so many holes that trap air, and it will be
covered to form a bottom surface, a vaccuum is needed to make a good pour before the cover is installed.
A first layer is needed to seal all of the through holes in the pcb, including
hot swap sockets. And if the holes in the sockets are not sealed
during the vaccuumation, the experience shows that the silicone will get in :(
The first layer is not covered and is poured only over open parts of the pcb, so any trapped air can be poked with a needle.
Because the silicone carcass contains so many holes that trap air, and it will be
covered to form a bottom surface, a vaccuum is needed to make a good pour before the cover is installed.
A first layer is needed to seal all of the through holes in the pcb, including
hot swap sockets. And if the holes in the sockets are not sealed
during the vaccuumation, the experience shows that the silicone will get in :(
The first layer is not covered and is poured only over open parts of the pcb, so any trapped air can be poked with a needle.
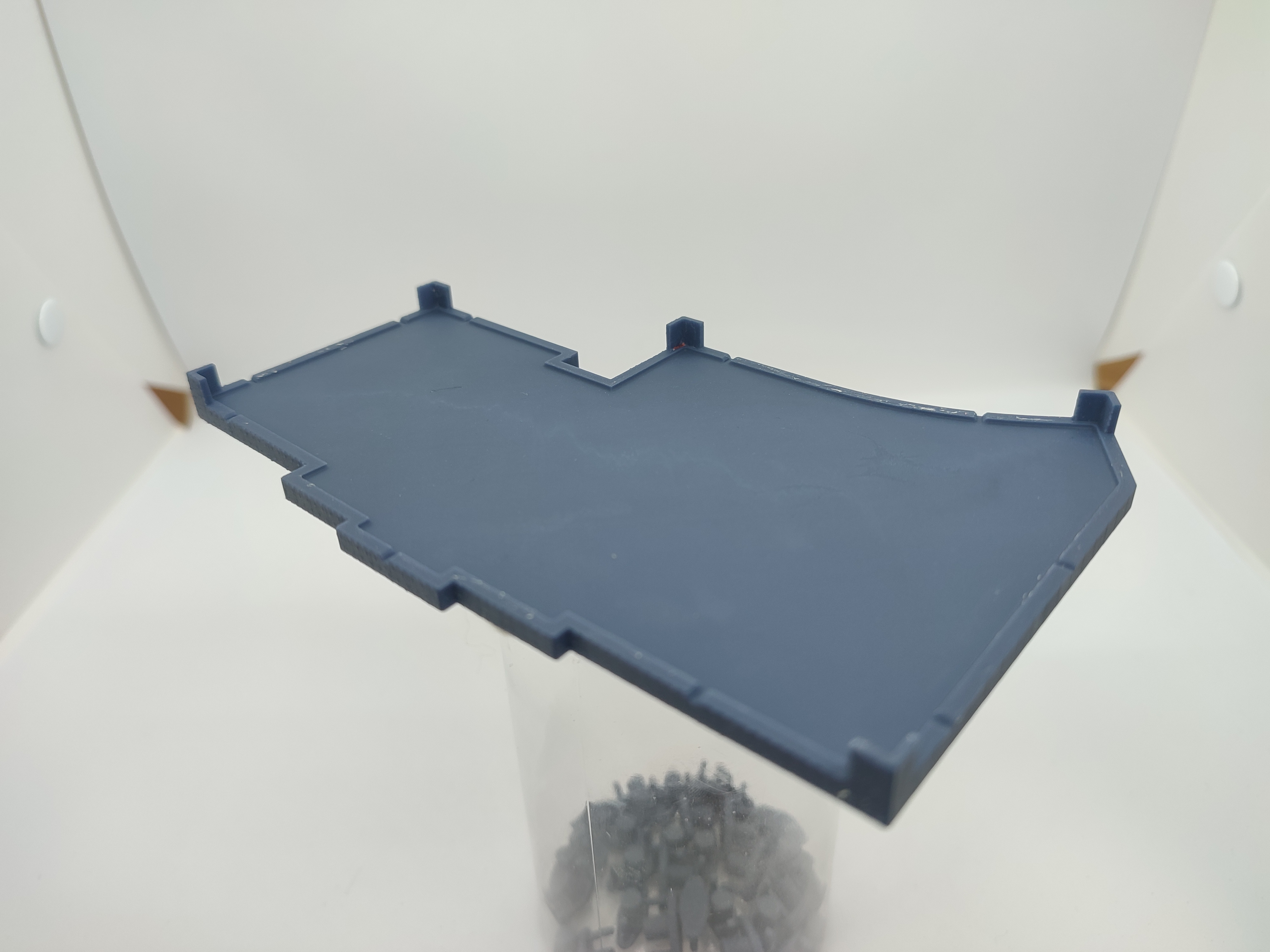 The cover design took multiple iterations and proved that the carcass design is
suboptimal. Since there are only a few positioning holes for the carcass, and multiple thin features,
the dimensions of the installed carcass were slightly different on the first boards,
and the cover would not make a prefrect fit.
The channels on the sides of the cover were made to ensure that the silicone can find a way out, but
are probably not required if the silicone is from a fresh batch. The silicone must be fresh, otherwise
it is much more viscous and does not level under gravity well, which may cause bumps and uneven bottom surface.
The cover design took multiple iterations and proved that the carcass design is
suboptimal. Since there are only a few positioning holes for the carcass, and multiple thin features,
the dimensions of the installed carcass were slightly different on the first boards,
and the cover would not make a prefrect fit.
The channels on the sides of the cover were made to ensure that the silicone can find a way out, but
are probably not required if the silicone is from a fresh batch. The silicone must be fresh, otherwise
it is much more viscous and does not level under gravity well, which may cause bumps and uneven bottom surface.
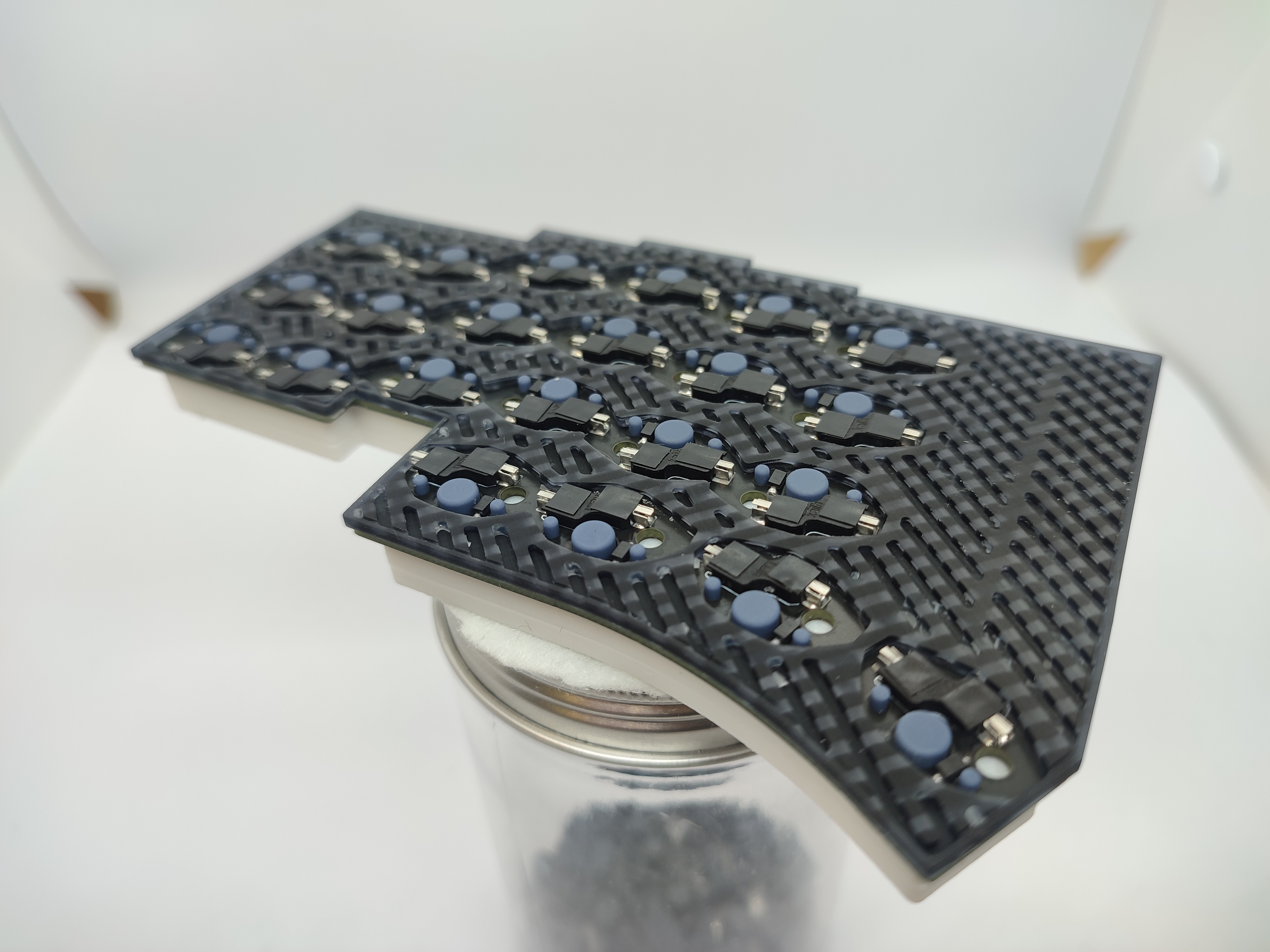
To prevent silicone from spilling when it bubbles under vacuum, a temporary wall is installed.
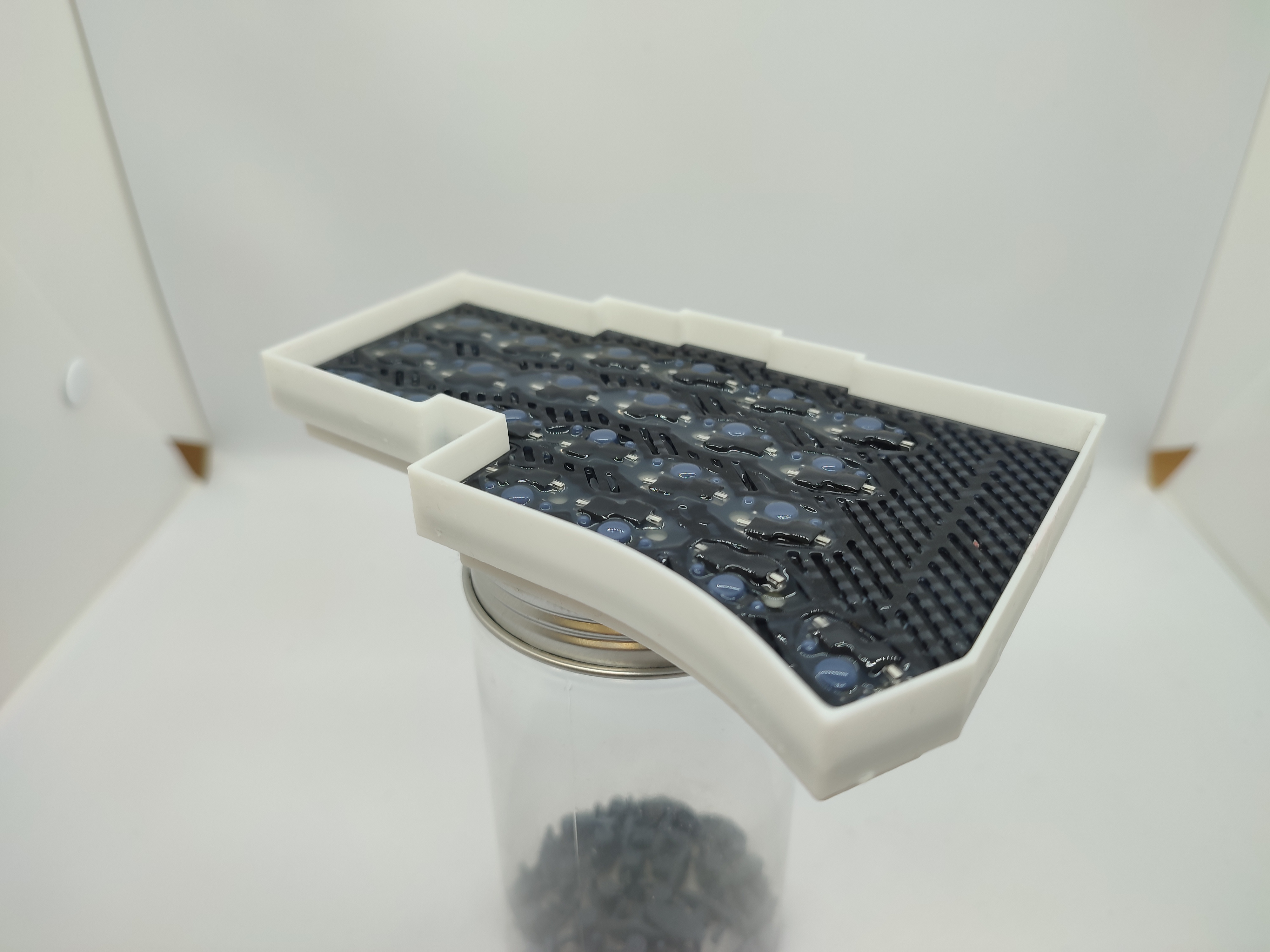
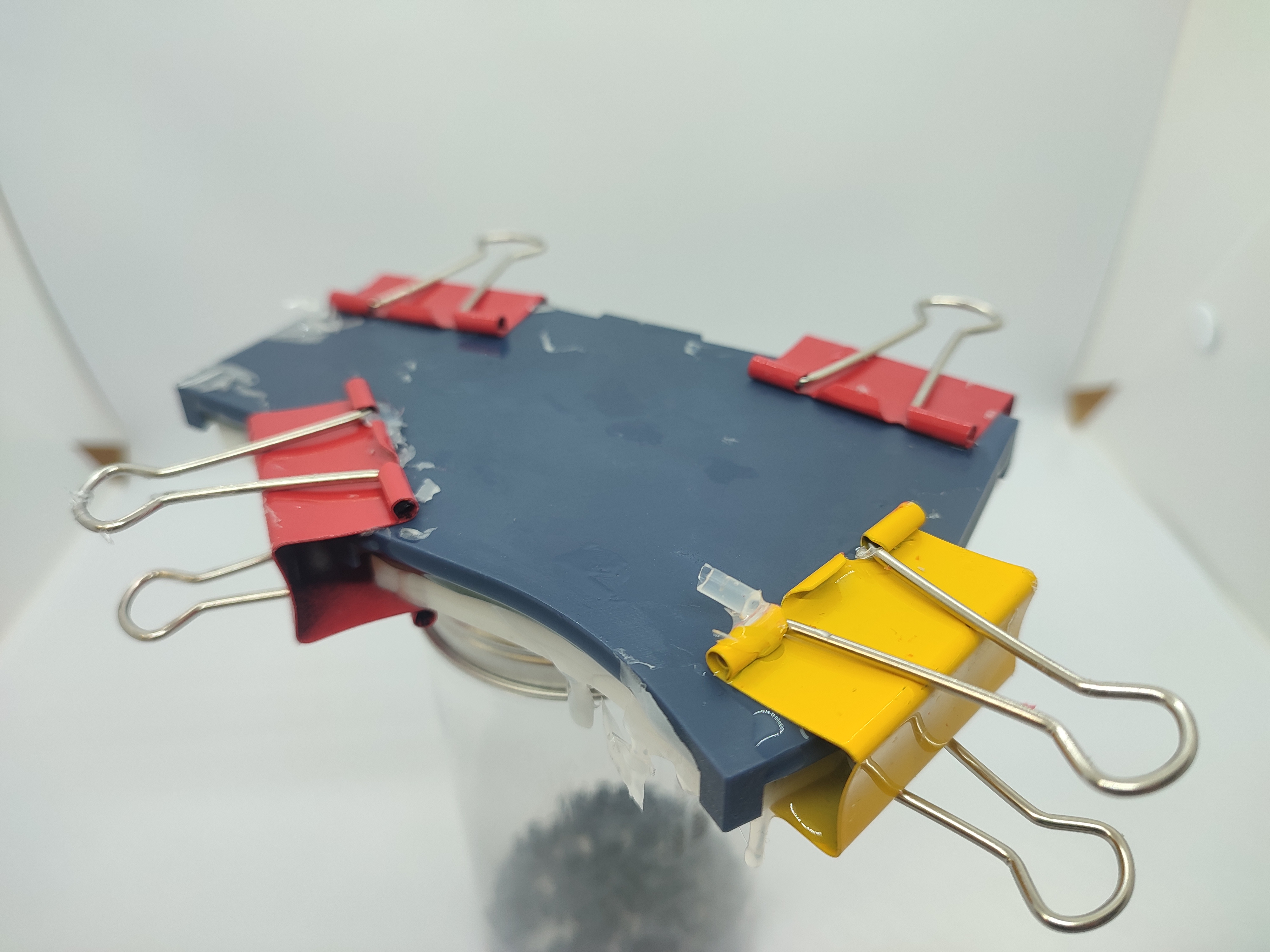
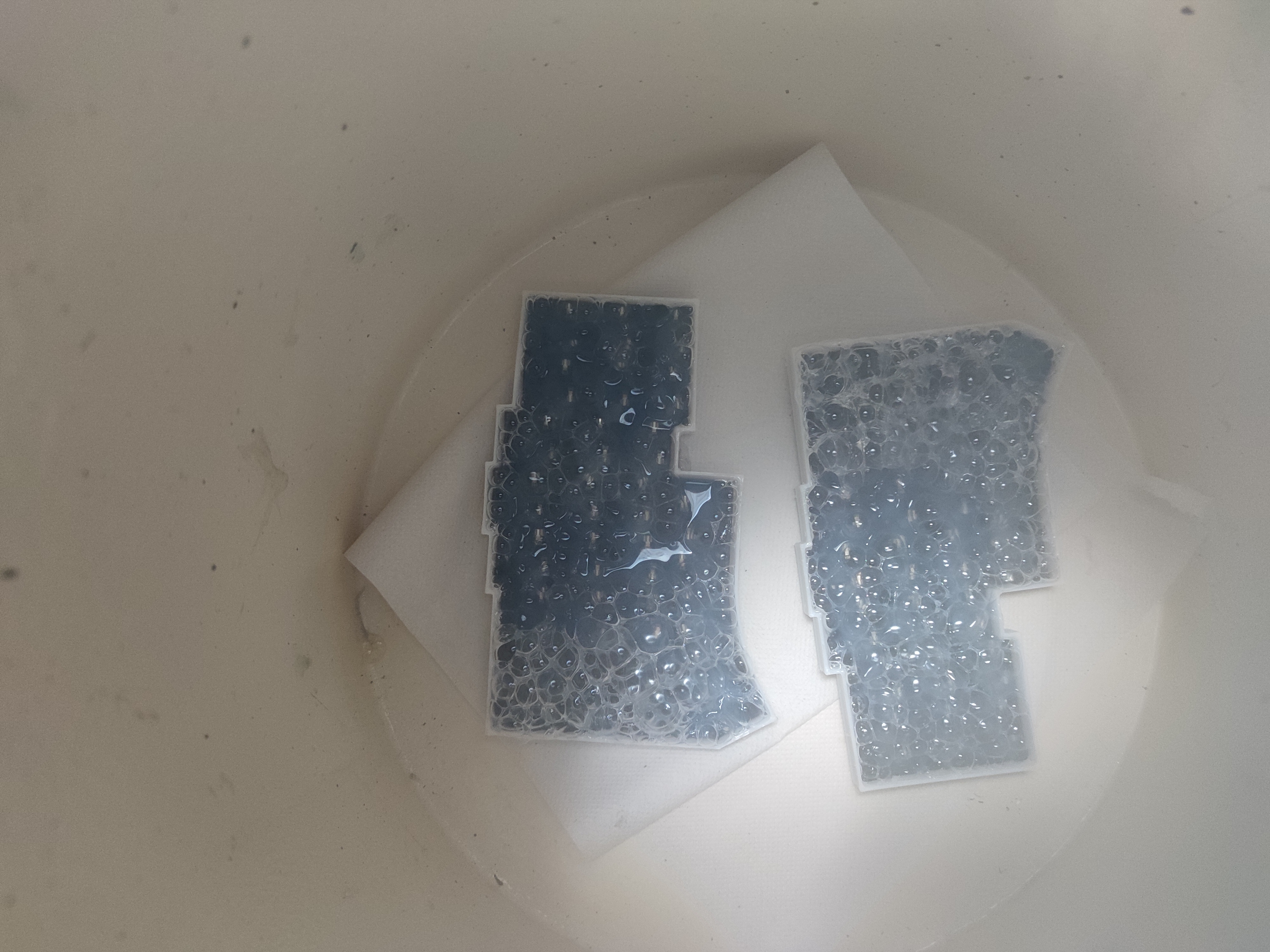 After silicone finshed forming the bubles under the vacuum, the parts are extracted from the vacuum chamber,
side walls are removed and a cover is placed on top, forcing the excess silicone out.
I used office clamps to apply pressure. Sometimes they’ve applied too much force, which in combination with
not perfect carcass/cover fit caused the cover to bend and form an uneven surface.
Fortunately the silicone could be removed after curing, allowing to repour again.
After silicone finshed forming the bubles under the vacuum, the parts are extracted from the vacuum chamber,
side walls are removed and a cover is placed on top, forcing the excess silicone out.
I used office clamps to apply pressure. Sometimes they’ve applied too much force, which in combination with
not perfect carcass/cover fit caused the cover to bend and form an uneven surface.
Fortunately the silicone could be removed after curing, allowing to repour again.
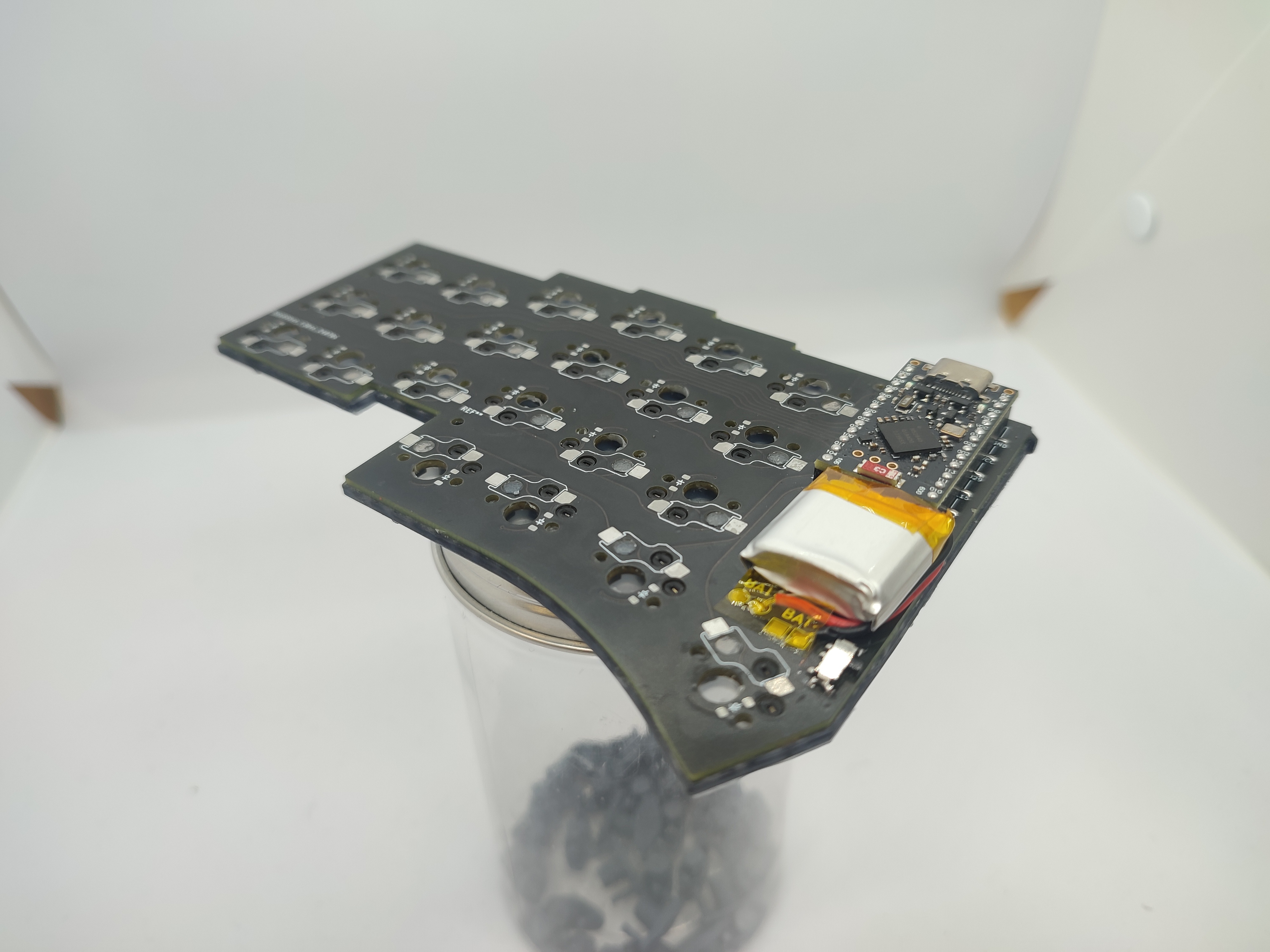
Next, the cover and button immitator are removed.
Afterward, MCU sockets, buttons and battery are soldered.
I find surface mounted sockets to be a great solution, they are easy to install, low-profile, and use
normal square pins, that can be easily bought and cut to length. My first split keyboard was built
with thin round pins. I was unable to find where to buy fitting long pins without plastic spacer for a sane price.
The normal pins if cut flush under the plastic produce almost identical half-pins, reducing the work in half :)
Next the case and switches are installed.
The case is held in place entirely on the switches. I was unable to design a mounting solution that i liked,
but this proved to be good enough for me. The case is MSLA printed from an engineering resin.
The switches are Kailh Black Cloud.
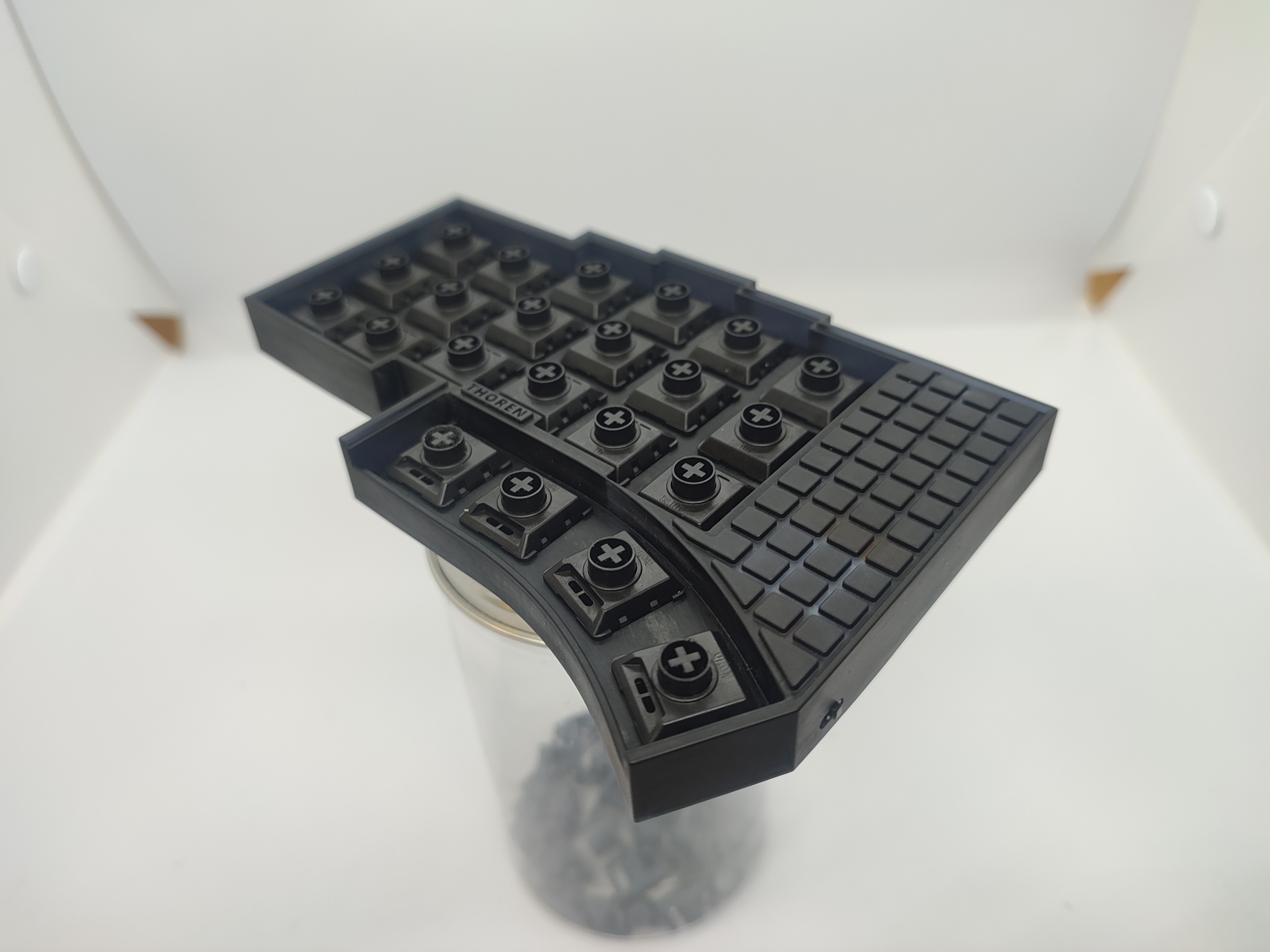
When i bought switches, i did not realize that there are none commercial keycaps with
compact spacing and mx stems (correct me if i’m wrong). I was going to use 3d printed ones anyways, but
a friend of mine who has also built this board was somewhat disappointed.
To achieve the minimal thickess the keycaps also needed to be thin. The first iteration
(now only used for 6th column) was super simple, 1mm thick keycaps, however it was almost impossible to
differentiate between keys. Later, when adding central recess, I’ve entered 0.7mm depth cut, instead of 0.3mm.
Surprisingly they printed, and the fingers felt perfect. This has bitten me later, when making thumb clusters.
Since the cut is longer, the super-thin 0.3mm part is also longer, and many, many keys were warped and cracked after
IPA cleaning ;(




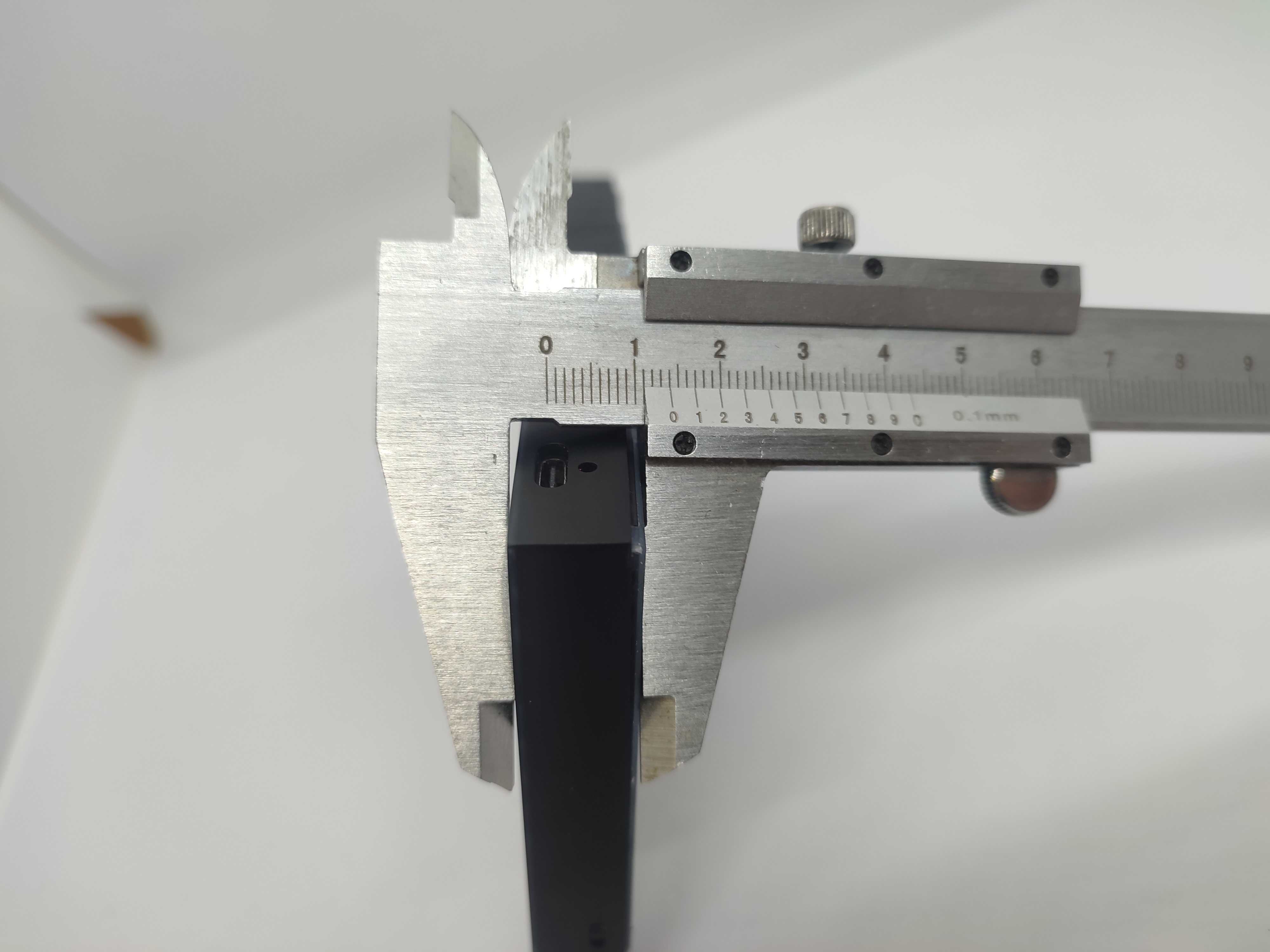 I am really happy that the whole board turned out to be only 14mm thick.
I am really happy that the whole board turned out to be only 14mm thick.
Now, to finish the project I wanted to make a carrying case. A simple FDM printed case with felt inlining.
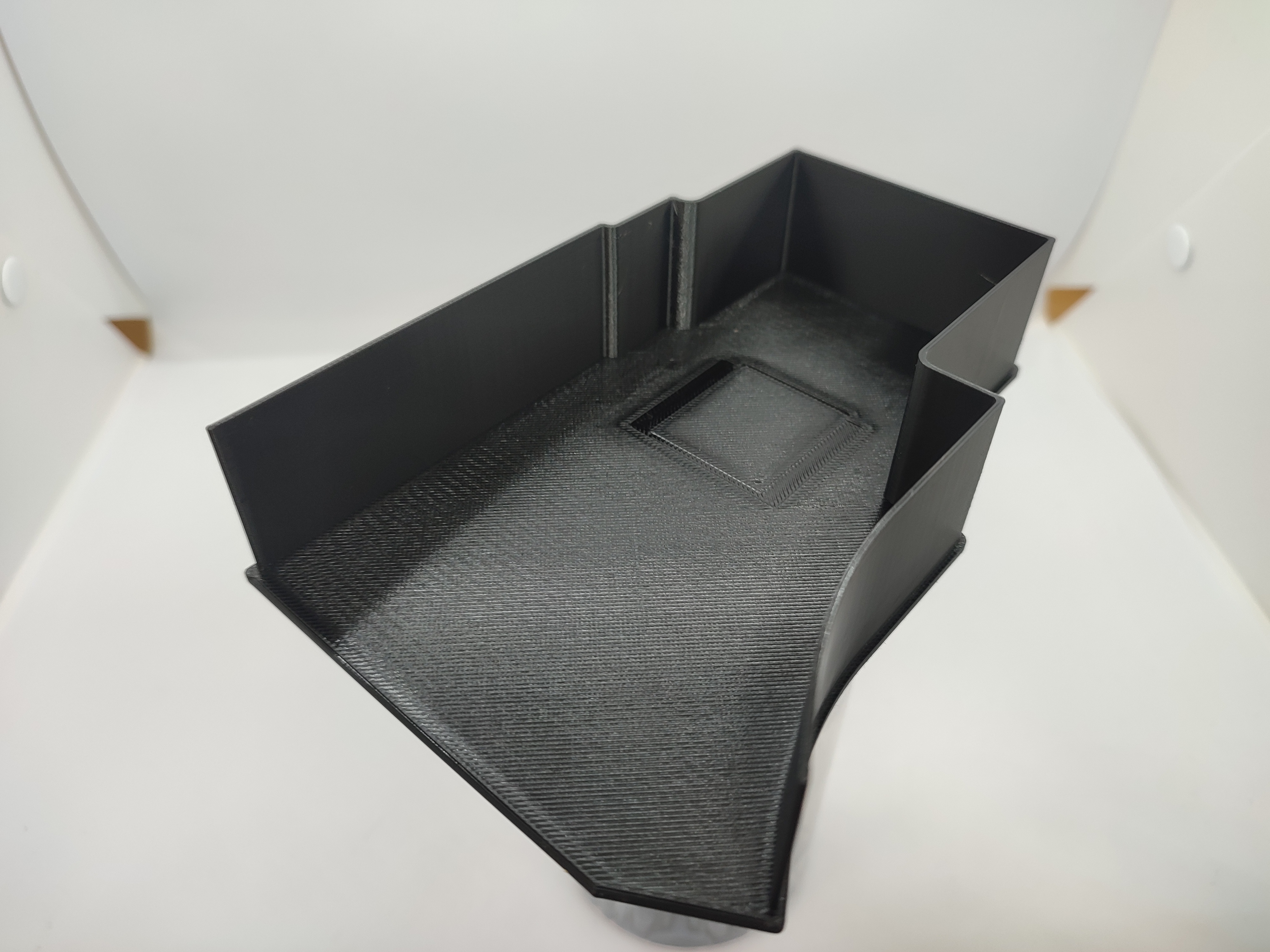
A ribbon to extract the boards is glued in with dichloromethane.
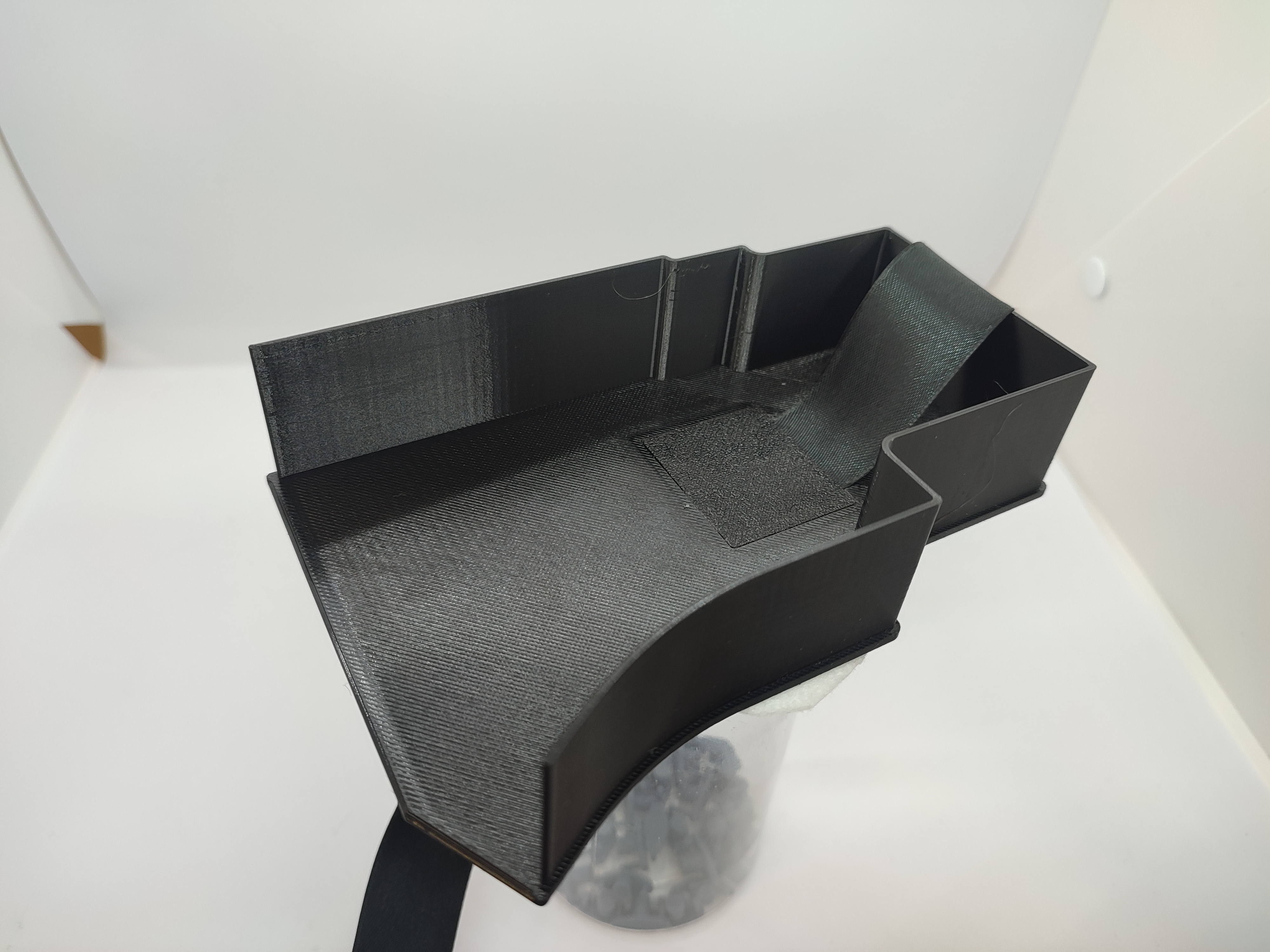
Then a felt inline is glued, again with dicholoromethane.
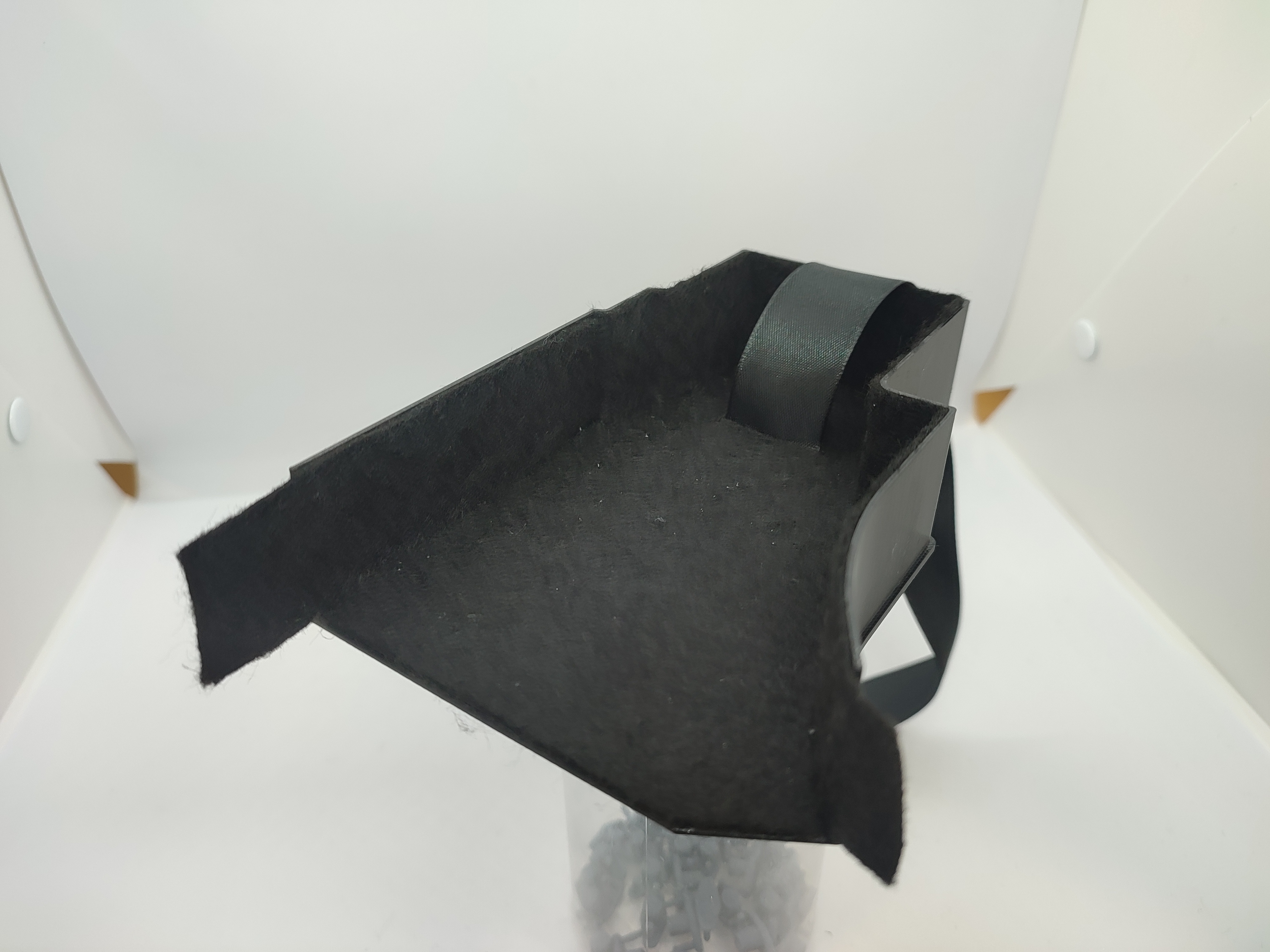
The second half has some 0.2mm thick covers to better hold the ribbon in place,
since felt can be stretched easily (good thing i totally didn’t make too many cases wihtout this feature)
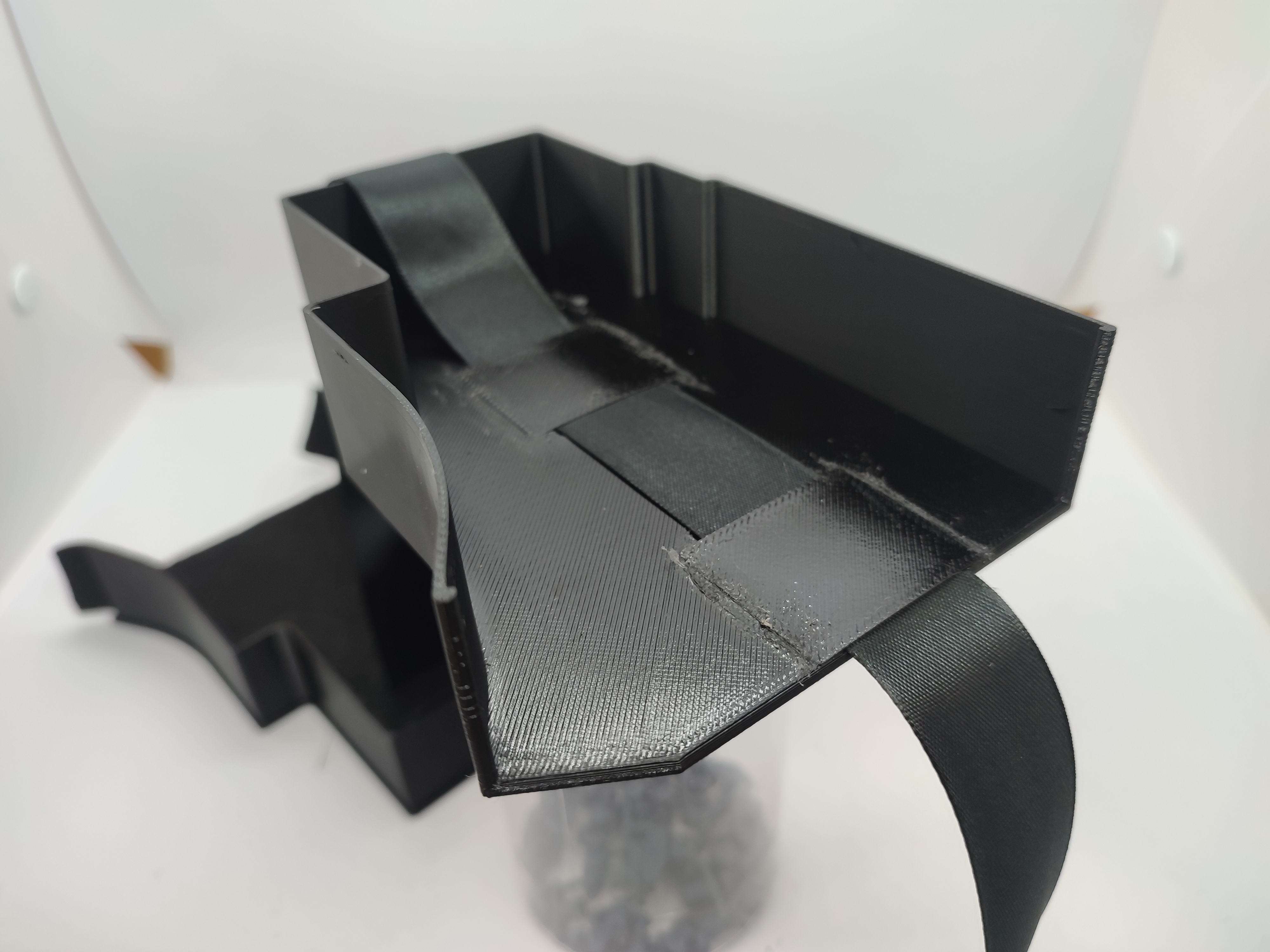
I tried using dichloromethane to glue the halves together, however it evaporated too quickly and even small
smudges would make the side surfaces ugly. So i switched to epoxy glue to combine the halves.




Showcase video
Afterthoughts
The case being the same height as the keys was challenging for a couple of days as I had to adjust some of my finger placement habits to prevent hitting the case together with the keys. The Kailh Black Cloud switches seem to be pre-lubed. They feel good, and I find the sound rather pleasant. The board is quite loud however, and i am thinking about trying silent switches.
I used shore 20 silicone with tin hardener (platinum silicone is unlikely to fully cure in contact with resin). It grips the surface really well, and i hope it helps to keep the board noise to the minimum.
I named the keyboard Thoren. The files are available in the Github repo, but I am not ready to provide the support if anyone is willing to build it. I hope you enjoyed reading about me building it :)